
取消
清空記錄
歷史記錄
清空記錄
歷史記錄





 瀏覽器自帶分享功能也很好用哦~
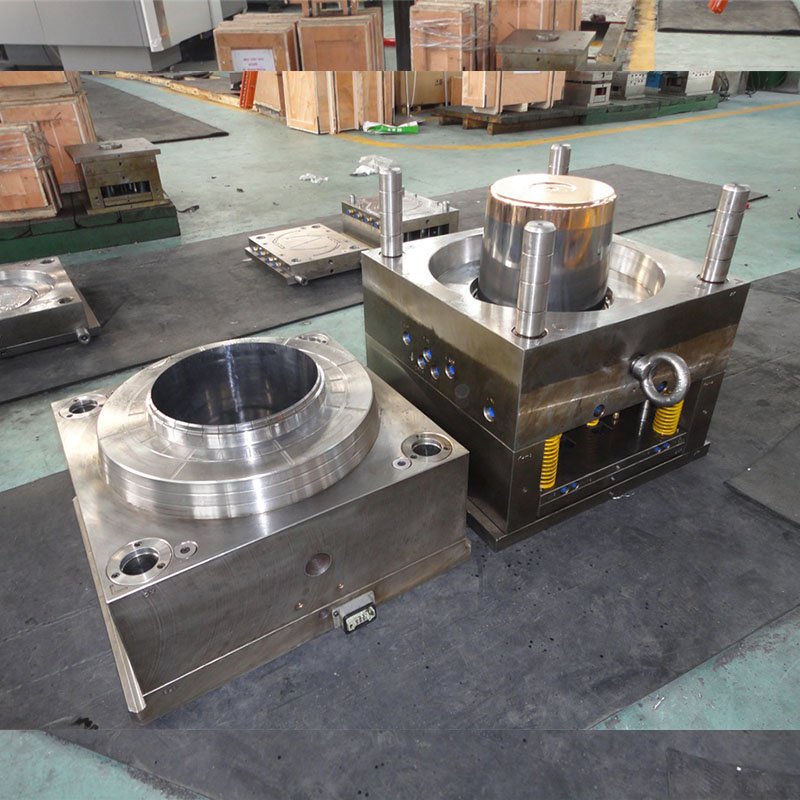
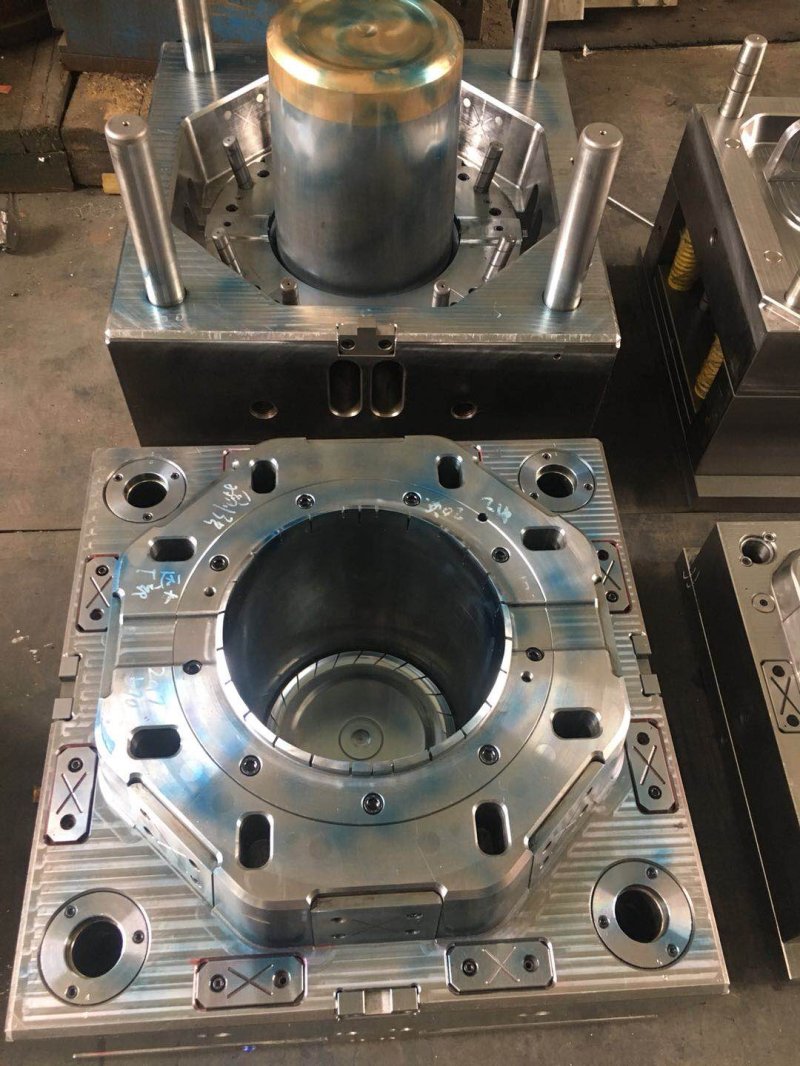
瀏覽器自帶分享功能也很好用哦~塑料油漆桶模具材料結構設計要點:
型腔型芯:718H ,硬度:HC30-33
模架:龍記標準模架,P20 硬度HC29-31
模具壽命:100萬次開模壽命保障
注塑周期:30-40S
脫模方式:脫料板+氣門頂出,自動脫
如何檢查密封性:采用真空密封試驗設備
如何檢測壁厚:超聲波儀器,速度快,精密度高,方便
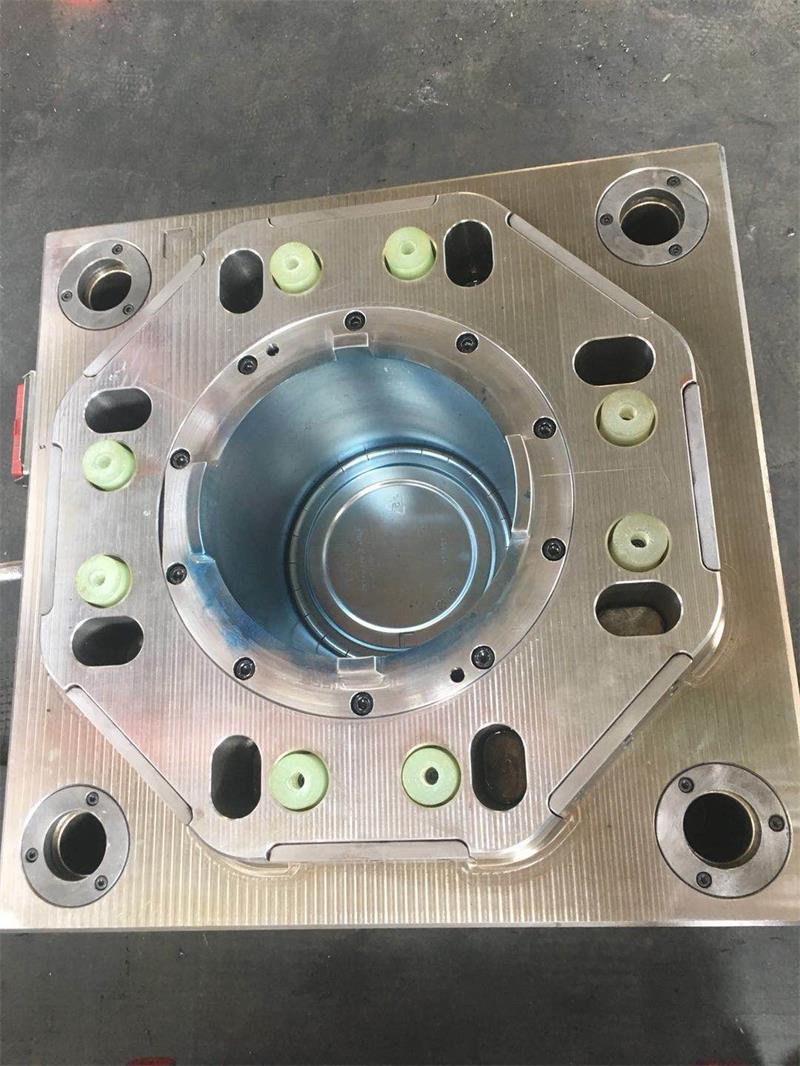
型芯底部4滑塊,斜導柱驅動,脫料板+氣門脫模,頂部鑲鈹銅,
模具要防止偏心,保證裝配,壁厚均勻,有利于注塑,
冷卻水路保證均衡,滑塊下面貼耐磨板,增加模具壽命,
熱流道注塑,提高效率及節省原材料,
采用完善的結構設計,**的鋼材,精密的加工,嚴格的管控,保證良好的售后服務.
塑料油漆桶模具加工工藝要求:
①原材料須按工藝要求充分干燥,不能有水份,否則注塑后表面會有銀紋
②注塑溫度、壓力、時間等符合工藝參數卡要求,注射速度應嚴格控制,過快的注射速度會導致鍍層與基體的附著力差(電鍍件的注射速度控制在15%-35%之間)
③注塑過程中,不能使用脫模劑,特別是含有硅油類的脫模劑,否則會影響鍍層的附著力;
④中間停機后應清料,避免原料在螺桿中由于停留時間過長降解而造成注塑產品脆性;
⑤注塑成型的零件表面不得拋光和打磨,以免影響鍍層與基體的附著力;
⑥操作工在注塑的過程中,必須帶棉質的干凈的手套,避免注塑成型后的產品表面被污染;
⑦內應力控制:產品不允許存在較大內應力,注塑成型后應進行內應力檢測(使用冰醋酸浸泡法)【將零件浸泡于濃的冰醋酸中1-2分鐘,拿出用水沖洗,然后觀察表面有無變白】
⑧尺寸控制:長度、裝配腳或裝配孔符合圖紙及檢具測量要求.










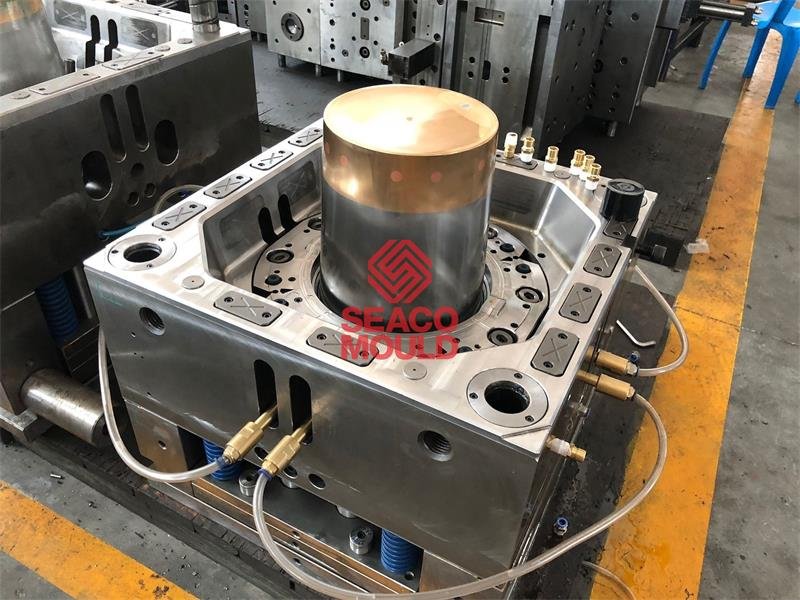
塑料油漆桶模具材料結構設計要點:
型腔型芯:718H ,硬度:HC30-33
模架:龍記標準模架,P20 硬度HC29-31
模具壽命:100萬次開模壽命保障
注塑周期:30-40S
脫模方式:脫料板+氣門頂出,自動脫
如何檢查密封性:采用真空密封試驗設備
如何檢測壁厚:超聲波儀器,速度快,精密度高,方便
型芯底部4滑塊,斜導柱驅動,脫料板+氣門脫模,頂部鑲鈹銅,
模具要防止偏心,保證裝配,壁厚均勻,有利于注塑,
冷卻水路保證均衡,滑塊下面貼耐磨板,增加模具壽命,
熱流道注塑,提高效率及節省原材料,
采用完善的結構設計,**的鋼材,精密的加工,嚴格的管控,保證良好的售后服務.
塑料油漆桶模具加工工藝要求:
①原材料須按工藝要求充分干燥,不能有水份,否則注塑后表面會有銀紋
②注塑溫度、壓力、時間等符合工藝參數卡要求,注射速度應嚴格控制,過快的注射速度會導致鍍層與基體的附著力差(電鍍件的注射速度控制在15%-35%之間)
③注塑過程中,不能使用脫模劑,特別是含有硅油類的脫模劑,否則會影響鍍層的附著力;
④中間停機后應清料,避免原料在螺桿中由于停留時間過長降解而造成注塑產品脆性;
⑤注塑成型的零件表面不得拋光和打磨,以免影響鍍層與基體的附著力;
⑥操作工在注塑的過程中,必須帶棉質的干凈的手套,避免注塑成型后的產品表面被污染;
⑦內應力控制:產品不允許存在較大內應力,注塑成型后應進行內應力檢測(使用冰醋酸浸泡法)【將零件浸泡于濃的冰醋酸中1-2分鐘,拿出用水沖洗,然后觀察表面有無變白】
⑧尺寸控制:長度、裝配腳或裝配孔符合圖紙及檢具測量要求.
相關產品
RELATED PRODUCTS




公司簡介
浙江省臺州市黃巖區年高模塑有限公司, 位于浙江黃金海岸線中部,黃巖為臺州市主城區之一;是模具產業發達之地,高新技術產業發展迅速,是臺州汽車模具廠家之一,有關汽車件模具價格和車燈模具設計相關都可以與我們聯系。感謝您的訪問!
聯系方式